INDUSTRIAL REVOLUTIONS AND A FUTURE VIEW
Introduction
Industry 4.0 sees the introduction of disruptive new technologies, the current trends of automation and data exchange that is beginning to occur in manufacturing technologies. This includes Cyber-physical Systems, the Internet of Things (IoT), Data Analytics, Cloud Computing, Cognitive Computing and Artificial Intelligence (AI). Industry 4.0 is commonly referred to as the “fourth industrial revolution” and is set to fundamentally alter the way we live, work and relate to one another. Implementation will mean radically changing the information framework and business processes of your entire operation.
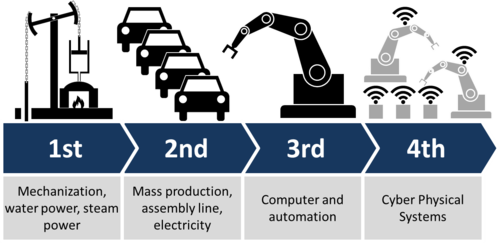
Image Reference: Christoph Roser at AllAboutLean.com
Industry 4.0 sees the rise of the terms “smart factories”, “smart manufacturing” or “factory of the future”. Within modular structured smart factories, cyber-physical systems monitor physical processes, creating a virtual copy of the physical world and making decentralized decisions. Over the Internet of Things, cyber-physical systems communicate and cooperate with each other and with humans in real time, and via cloud computing, services are offered and used by participants throughout the value chain.
Key Principles
There are four design principles in Industry 4.0 supporting companies in identifying and implementing Industry 4.0 scenarios:
Interoperability: The collaboration between machines, devices, sensors, people, systems and processes via the Internet of Things (IoT) or the Internet of People (IoP)
Information transparency: The ability of information systems to create a virtual copy of the physical world through sensor data, in essence, contextualizing information.
Technical assistance: First, the ability of the systems to support humans to make informed decisions and assist with problem solving; and second, the ability to assist humans by performing tasks that are unpleasant, too exhausting, or unsafe for humans to undertake.
Decentralized decision-making: The ability of cyber-physical systems to make simple decisions on their own and to perform their tasks autonomously. To become self-aware.
Effects
In theory, Industry 4.0 provides a resource to review all the various collated data in a manufacturing environment and produce critical information on all aspects of the working factory.
In the current industry environment, providing high-end quality services or cost minimized products is key, and industrial manufacturers are working towards achieving highly optimized runs which in turn increase their profit margins and grow their brand.
In today’s standards, the search for optimization means gaining a full understanding of the current operating conditions of a manufacturing plant, including detecting failures, identifying and eliminating restrictive processes and weaknesses in the supply chain and production cycle. Various commercial tools are available for use to assist with this in the production environment, such as Overall Equipment Effectiveness (OEE) information. A factory production manager may use these types of tools to highlight the origination of problems in their systems. With Industry 4.0 however, in addition to condition monitoring, systems are able to self-assess, gaining a level of self-awareness, which will provide further insight into the functions taking place in the manufacturing environment.
Some examples for Industry 4.0 are machines predicting failures and triggering maintenance processes autonomously or self-organized logistics reacting to unexpected changes in production. Networks and processes have so far been limited to one factory, but in an Industry 4.0 scenario, these boundaries of individual factories will most likely no longer exist. Instead, they will be lifted in order to interconnect multiple factories or even geographical regions.
Role of data and analytics
Modern information and communication technologies like cyber-physical systems, big data analytics and cloud computing will help early detection of defects and production failures, thus enabling their prevention and increasing productivity, quality, and agility benefits that have significant competitive value.
Big data analytics consists of 6Cs in the integrated Industry 4.0 and cyber-physical systems environment. The 6C system comprises:
- Connection (sensor and networks)
- Cloud (computing and data on demand)
- Cyber (model & memory)
- Content/context (meaning and correlation)
- Community (sharing & collaboration)
- Customization (personalization and value)
In this scenario and in order to provide useful insight to the factory management, data has to be processed with advanced tools (analytics and algorithms) to generate meaningful information. Considering the presence of visible and invisible issues in an industrial factory, the information generation algorithm has to be capable of detecting and addressing invisible issues such as machine degradation, component wear, etc., on the factory floor.
Recommendations for implementation
As a start, Industry 4.0 is driven by digital transformation. Companies should look to move data and digital content to the center of their business model. In order to prepare for the revolution, we’ll need to ensure that business critical systems such as Product Lifecycle Management (PLM), Enterprise Resource Planning (ERP), Manufacturing Execution Systems (MES), Scheduling and Automation Software, and Customer Relationship Management (CRM) for example are all integrated and work well at interoperating. Investigate key technologies such as artificial intelligence, internet of things, machine learning, cloud systems, cybersecurity, and adaptive robotics, looking at how relevant these are in your particular operation, and investing in these area’s in order to achieve success in the digital transformation process.
Video Reference: World Economic Forum Video
References:
https://www.i-scoop.eu/industry-4-0/
https://www.forbes.com/sites/bernardmarr/2016/06/20/what-everyone-must-know-about-industry-4-0/#63822d06795f
https://futura-automation.com/2017/10/15/industry-4-0-will-manufacturers/
https://www.wirelessdesignmag.com/article/2016/12/making-move-machine-monitoring-smart-manufacturing-and-implications-profiling
https://www.intechtime.com/industry-4-0/
“Science and Technology from Global and Historical Perspectives” By Bahattin Karagözoğlu